






螺旋风管的质量控制
当前在通风工程中,螺旋风管获得了普遍的使用,特殊是大口径的螺旋风管在地下工程中的使用量已达50%以上。还因为螺旋风管施工是一种方才鼓起的装置工艺,其贮存、加工制造与装置均有很多新的特点,只要我们在这些方面加以节制,合肥风管,才干包管终的施工质量。
螺旋风管的长处
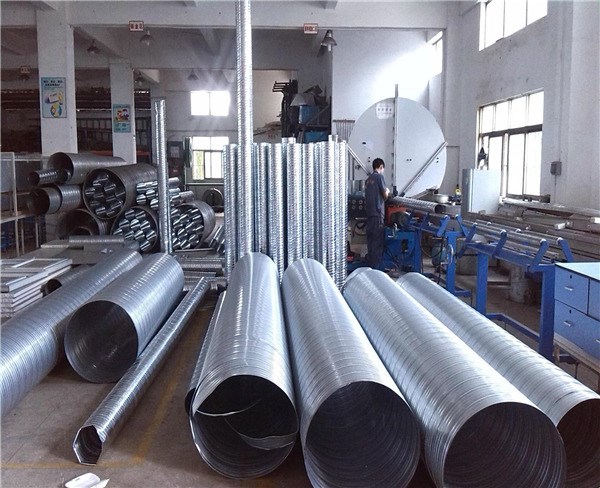
螺旋式风管的制安作为一种新型的风管施工工艺,其长处是不言而喻的:外观美观、强度大、机械主动化水平高、加工制造速度快以及能削减装置任务量,大大进步了任务效率等。从少量兴旺国度问世以来,已获得了长足的开展,完成了圆风管加工质的飞跃。

(1)外观质量高。成形后的风管内壁润滑,外壁流利;
(2)风管强度大。由于外壁咬口构成的螺旋线棱筋平均散布,起到一个平均增强筋的效果,其单元强度大于通俗咬口式风管;
(3)风管密封功能优越。由于是机械加工,能削减报酬操作掉误,确保风管紧密,漏风量远小于现行标准规则值;
(4)资料用量削减。因为螺旋式风管单元强度大于通俗风管,故同类规格风管所用的卷材厚度可以减小一个型号,且风管节长比通俗咬口式风管大,风管加工厂家,相同长度的风管节口数目分明削减,风管加工厂,加之采用无法兰衔接,可节流很多原资料;
(5)加工速度快、精度高。由于是机械流水线加工,可不受功课手技能程度制约,对进步风管加工质量非常有益。
螺旋钢管用途,螺旋钢管生产手艺
螺旋钢管是以带钢卷板为原材料,常常温揉捏成型,以主动双丝双面埋弧焊手艺焊接而成的螺旋缝钢管。
( 1 )原材料即带钢卷,焊丝,焊剂。在投入前都要经过过程峻厉的理化考验。
( 2 )带钢头尾对接,风管生产厂家,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。
( 3 )螺旋风管成型前,带钢经过过程矫平、剪边、刨边,表面清算输送和予弯边措置。
( 4 )选用电接点压力表操控输送机两头压下油缸的压力,保障了带钢的安稳输送。
( 5 )选用外控或内控辊式成型。
( 6 )选用焊缝空位操控设备来保障焊缝空位对劲焊接需求,管径,错边量和焊缝空位都获得峻厉的操控。
( 7 )内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,而后获得安稳的焊接标准。
( 8 )焊完的焊缝均经过过程在线接连超声波主动伤仪查看,保障了 100%的螺旋焊缝的无损检测笼盖率。若犯短处毛病,主动报警并喷涂符号,生产工人依此随时调剂手艺 参数,实时消弭短处毛病。

( 9 )选用空气等离子切割机将钢管切成单根。
( 10)切成单根钢管后,每批钢管都要进行峻厉的首检准则,查看焊缝的力学性能,化学成分,溶合景象,钢管表面质量以及经过过程无损探伤考验,保障束管手艺合格后,才调正式投入生产。
( 11 )焊缝上有接连声波探伤符号的部位,经过过程手动超声波和 X
射线复查,如确犯短处毛病,经过过程修补后,再次经过过程无损考验,直到认可短处毛病现已消弭。
( 12 )带钢对焊焊缝及与螺旋焊缝订交的丁型接头的地址管,悉数经过过程 X 射线电视或拍片查看。
( 13 )每根钢管经过过程静水压测验测验,压力选用径向密封。测验测验压力和时刻都由钢管水压微机检测设备峻厉操控。测验测验参数主动打印记实。
( 14 )管端机械加工,使端面笔挺度,坡吵嘴和钝边获得切确操控。
螺旋风管内胀芯管的密封原理
内胀芯管安装时被顶推螺杆完全胀开.芯管外壁与风管内壁紧密贴合,形成第1道密封面口芯管端部开口采用衬板封闭,形成第二道密封面。
橡胶密封圈与风管壁压紧,形成了第三道密封面,从而可靠地满足了芯管连接的密封要求。

内胀芯管用于风管连接时的操作
安装前先将“0”形橡胶密封圈绷紧嵌在芯管的“v”形槽内,芯管开口处的两端头处于搭叠状态,缩小直径.使之能很容易地放入待连接管道的口部,安装时依靠顶推螺杆使芯管径向胀开,当芯管两端头正好对齐时,完成内胀操作,此时芯管壁与风管壁已紧密贴合,然后用自攻螺丝或拉铆钉把芯管与风管沿周圈固定即完成安装口。




 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


